Discover how coolants enhance bandsaw blade performance by reducing friction, dissipating heat, and prolonging blade life. Learn about types, benefits, and best practices for optimal efficiency. Coolants play a crucial role in the performance of bandsaw blades, especially in metal cutting operations. They help in reducing friction, dissipating heat, and prolonging the life of the blade. Discover the best Bandsaw Blade Coolants to extend blade life, reduce heat, and improve cutting efficiency. Shop high-quality coolants for metal and wood cutting.. Without proper cooling, blades can overheat, leading to premature wear and tear, and even breakage. This can result in increased downtime and higher operational costs. Understanding the importance of coolants and how they work can significantly enhance the efficiency and longevity of your bandsaw operations. In this post, we will explore various aspects of coolants, including their benefits, types, and best practices for use. We will also delve into how to choose the right coolant, maintain your coolant system, and troubleshoot common issues. Additionally, we will discuss environmental considerations and the role of lubrication in extending blade life. By the end of this post, you will have a comprehensive understanding of how to optimize your bandsaw operations with the right coolant strategies.
Coolants are essential in enhancing the performance of bandsaw blades. They work by reducing the friction between the blade and the material being cut. This reduction in friction minimizes the heat generated during cutting. Excessive heat can cause the blade to warp or become dull quickly. Bandsaw Blade Coolants By keeping the blade cool, coolants help maintain its sharpness and structural integrity. Moreover, coolants act as a lubricant. This lubrication reduces the force required to cut through materials, making the cutting process smoother and more efficient. A smoother cut means less stress on the blade, which in turn extends its lifespan. This efficiency also translates to cleaner cuts, reducing the need for additional finishing work. Coolants also help in flushing away metal chips and debris from the cutting area. This prevents the accumulation of debris, which can cause the blade to bind or jam. By keeping the cutting area clean, coolants ensure consistent cutting performance. In summary, coolants improve bandsaw blade performance by reducing friction, dissipating heat, lubricating the cutting process, and keeping the cutting area clean. These benefits lead to longer blade life, improved cutting efficiency, and better overall performance.
Cutting fluids offer numerous benefits in bandsaw operations. One of the primary advantages is the reduction of heat. By dissipating heat generated during cutting, cutting fluids prevent blade overheating. This helps maintain the blade's sharpness and structural integrity, leading to longer blade life. Another benefit is improved cutting efficiency. Cutting fluids act as lubricants, reducing the friction between the blade and the material. This lubrication makes the cutting process smoother and requires less force. As a result, the blade experiences less wear and tear, and the cuts are cleaner and more precise. Cutting fluids also help in chip removal. They flush away metal chips and debris from the cutting area, preventing them from accumulating and causing the blade to bind or jam. This ensures consistent cutting performance and reduces the risk of blade damage. Additionally, cutting fluids can improve the surface finish of the cut material. By reducing friction and heat, they minimize the risk of surface defects, resulting in a smoother finish. Overall, the use of cutting fluids in bandsaw operations leads to longer blade life, improved cutting efficiency, consistent performance, and better surface finishes. These benefits contribute to reduced operational costs and increased productivity.
There are several types of bandsaw blade coolants, each with unique properties and applications. Understanding these types can help you choose the right coolant for your specific needs. Water-soluble coolants are among the most common. They are typically a mix of water and oil, offering excellent cooling and lubrication. Metal Fabrication Equipment Machine Shop Supplies These coolants are cost-effective and suitable for a wide range of materials. Synthetic coolants are another option. They are made from chemical compounds and do not contain oil. Synthetic coolants provide excellent cooling and are ideal for high-speed cutting operations. They are also less prone to bacterial growth, making them easier to maintain. Semi-synthetic coolants combine the properties of water-soluble and synthetic coolants. They offer good cooling and lubrication, making them versatile for various applications. Oil-based coolants are another type. They provide superior lubrication and are ideal for heavy-duty cutting operations. However, they may not offer the same level of cooling as water-based coolants. Each type of coolant has its advantages and limitations. Choosing the right one depends on factors such as the material being cut, the cutting speed, and the specific requirements of your operation.
Choosing the right coolant for your bandsaw blade is crucial for optimal performance. Several factors should be considered when making this decision. First, consider the material you are cutting. Different materials have different cooling and lubrication requirements. For instance, cutting harder materials may require a coolant with superior lubrication properties. Next, evaluate the cutting speed. High-speed cutting generates more heat, necessitating a coolant with excellent cooling capabilities. Synthetic coolants are often preferred for high-speed operations due to their superior cooling properties. The type of bandsaw blade you are using also influences the choice of coolant. Some blades may require specific coolants to maintain their performance and longevity. Additionally, consider the environmental impact of the coolant. Metalworking Machinery Some coolants may contain harmful chemicals that can pose environmental risks. Opting for environmentally friendly coolants can help minimize your operation's environmental footprint. Finally, consider the cost and maintenance requirements of the coolant. While some coolants may be more expensive upfront, they may offer longer service life and lower maintenance costs. By considering these factors, you can choose a coolant that meets your specific needs and enhances your bandsaw blade's performance.
Applying coolants effectively is key to maximizing their benefits in metal cutting operations. Here are some best practices to consider. Ensure the coolant is applied directly to the cutting area. This ensures maximum cooling and lubrication where it is needed most. Using a coolant delivery system can help achieve this precision. Maintain the correct concentration of coolant. Too much or too little coolant can affect performance. Follow the manufacturer's recommendations for the optimal concentration. Regularly monitor the coolant's condition. Over time, coolants can become contaminated with metal chips, bacteria, and other impurities. Regular monitoring and maintenance can help prevent these issues. Ensure proper filtration of the coolant. This helps remove contaminants and prolongs the coolant's life. A good filtration system can also improve the overall performance of the coolant. Consider the environmental impact of the coolant. Use environmentally friendly coolants whenever possible and dispose of used coolants responsibly. By following these best practices, you can ensure that your coolants are applied effectively, maximizing their benefits and enhancing your metal cutting operations.
The frequency of replacing bandsaw blade coolants depends on several factors. Regular monitoring and maintenance are essential to determine the optimal replacement schedule. One key factor is the type of coolant used. Some coolants, such as synthetic ones, may have a longer service life compared to others. Regularly check the manufacturer's recommendations for guidance on replacement intervals. The level of contamination is another consideration. Coolants can become contaminated with metal chips, bacteria, and other impurities over time. Regular filtration and monitoring can help identify when the coolant needs replacement. The intensity of use also affects the replacement frequency. High-volume operations may require more frequent coolant changes due to increased contamination and wear. Regularly test the coolant's concentration and pH levels. Significant deviations from the recommended levels may indicate the need for replacement. Ultimately, the goal is to maintain optimal coolant performance. Regular monitoring, testing, and maintenance can help determine the best replacement schedule for your specific operation.
Environmental considerations are increasingly important in the use of cutting fluids. Many cutting fluids contain chemicals that can pose environmental risks if not managed properly. One key consideration is the disposal of used cutting fluids. Improper disposal can lead to environmental contamination. It's essential to follow local regulations and guidelines for the safe disposal of cutting fluids. Choosing environmentally friendly cutting fluids is another important step. Many manufacturers now offer biodegradable and non-toxic options that minimize environmental impact. Regular maintenance and monitoring of cutting fluids can also help reduce environmental risks. By keeping cutting fluids clean and free from contaminants, you can extend their life and reduce the need for frequent replacement. Consider implementing a recycling program for cutting fluids. Recycling can help reduce waste and lower the environmental footprint of your operation. By taking these environmental considerations into account, you can minimize the impact of cutting fluids on the environment while maintaining efficient and effective operations.
Troubleshooting bandsaw coolant issues is essential for maintaining optimal performance. Here are some common problems and solutions. Foaming is a frequent issue. It can be caused by excessive agitation or incorrect coolant concentration. To resolve this, adjust the concentration and reduce agitation during application. Bacterial growth is another problem. It can lead to foul odors and reduced coolant performance. Regularly monitor and maintain the coolant's pH levels to prevent bacterial growth. Using biocides can also help control bacteria. Contamination with metal chips and debris can affect coolant performance. Ensure proper filtration and regular cleaning of the coolant system to prevent contamination. Coolant degradation over time can lead to reduced effectiveness. Regularly test the coolant's concentration and pH levels to ensure they remain within the recommended range. If coolant performance issues persist, consult the manufacturer's guidelines or seek professional assistance. Addressing these common issues promptly can help maintain optimal coolant performance and extend the life of your bandsaw blades.
Lubrication plays a crucial role in extending the life of bandsaw blades. It reduces friction between the blade and the material being cut. This reduction in friction minimizes heat generation, which can cause blades to warp or become dull. Proper lubrication also reduces the force required to cut through materials. This makes the cutting process smoother and less stressful on the blade. As a result, the blade experiences less wear and tear, leading to a longer lifespan. Lubrication helps in achieving cleaner cuts. By reducing friction, it minimizes the risk of surface defects, resulting in smoother finishes. This reduces the need for additional finishing work. Additionally, lubrication aids in chip removal. It helps flush away metal chips and debris from the cutting area, preventing them from accumulating and causing the blade to bind or jam. Overall, lubrication is essential for maintaining the performance and longevity of bandsaw blades. By reducing friction, minimizing heat, and aiding in chip removal, lubrication helps extend blade life and improve cutting efficiency.
Maintaining coolant systems is crucial for optimal efficiency in bandsaw operations. Regular maintenance ensures that the coolant remains effective and the system operates smoothly. Start by regularly monitoring the coolant's condition. Check for signs of contamination, such as metal chips, bacteria, or changes in color and odor. Regular testing of the coolant's concentration and pH levels is also essential. Ensure proper filtration of the coolant. A good filtration system helps remove contaminants and prolongs the coolant's life. Regularly clean and replace filters as needed. Maintain the correct coolant concentration. Follow the manufacturer's recommendations for the optimal concentration to ensure effective cooling and lubrication. Regularly inspect the coolant delivery system. Check for leaks, blockages, or other issues that could affect performance. Address any problems promptly to prevent further damage. Consider implementing a routine maintenance schedule. Regular maintenance helps identify and address issues before they become significant problems. By maintaining your coolant system, you can ensure optimal efficiency, prolong the life of your bandsaw blades, and improve overall cutting performance.
Coolants are vital for enhancing bandsaw blade performance. They reduce friction, dissipate heat, and prolong blade life.
| Topical Entity | Description | Wikipedia Link |
| Bandsaw Blade Coolants | Fluids used to lubricate and cool bandsaw blades during cutting operations, reducing friction and increasing blade life. | Bandsaw |
| Metal Cutting Fluids | Lubricants that improve metal cutting efficiency, reduce heat, and prevent blade wear in sawing and machining. | Cutting Fluid |
| Industrial Saw Blades | High-performance blades used in industrial cutting applications, including bandsaws, circular saws, and carbide-tipped blades. | Saw Blade |
| Carbide-Tipped Blades | Cutting tools with carbide-reinforced edges, providing longer durability and precision for industrial sawing. | Carbide |
| Bandsaw Machines | Machines used for cutting metal, wood, and other materials with a continuous band of toothed metal. | Bandsaw Machine |
| Coolant Filtration Systems | Equipment designed to remove contaminants from cutting fluids, extending coolant life and improving cutting performance. | Filtration |
| Metal Fabrication Equipment | Machinery used in the shaping, cutting, and assembling of metal structures for industrial applications. | Metal Fabrication |
| Automated Sawing Systems | High-tech saws equipped with automation for precision cutting, improved safety, and enhanced efficiency. | Automation |
| CNC Cutting Machines | Computer-controlled cutting tools used for precision machining and automated manufacturing. | CNC Machining |
| Industrial Lubricants | Specialized fluids designed to reduce friction and wear in industrial machines, including saws and cutting tools. | Lubrication |
| Metalworking Machinery | Equipment used in metal fabrication, including lathes, presses, and saws for shaping and cutting metal. | Machine Tool |
| Bandsaw Blade Maintenance | Practices for extending the lifespan of bandsaw blades, including proper coolant use and sharpening. | Blade Sharpening |
| Steel Cutting Solutions | Technologies and tools used in industrial steel cutting, including saws, lasers, and plasma cutters. | Steel |
| Manufacturing Efficiency | Strategies and technologies that optimize production speed, reduce waste, and improve industrial output. | Lean Manufacturing |
| Machine Shop Supplies | Essential tools, coolants, and lubricants used in machine shops for metalworking and fabrication. | Machine Shop |
| Heavy-Duty Sawing Equipment | Large-scale saws designed for cutting thick metal and heavy materials in industrial applications. | Industrial Equipment |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Gulf States Saw & Machine Co.
3416 Davey Allison Blvd,Hueytown, AL 35023
(205) 491-0282
92 languages
Tools
Appearance hide
Text
Width
Color (beta)
From Wikipedia, the free encyclopedia
For the functional constituency in Hong Kong, see Manufacturing (constituency).
Manufacturing of an automobile by Tesla
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Manufacturing is the creation or production of goods with the help of equipment, labor, machines, tools, and chemical or biological processing or formulation. It is the essence of the secondary sector of the economy.[1][unreliable source?] The term may refer to a range of human activity, from handicraft to high-tech, but it is most commonly applied to industrial design, in which raw materials from the primary sector are transformed into finished goods on a large scale. Such goods may be sold to other manufacturers for the production of other more complex products (such as aircraft, household appliances, furniture, sports equipment or automobiles), or distributed via the tertiary industry to end users and consumers (usually through wholesalers, who in turn sell to retailers, who then sell them to individual customers).
Manufacturing engineering is the field of engineering that designs and optimizes the manufacturing process, or the steps through which raw materials are transformed into a final product. The manufacturing process begins with the product design, and materials specification. These materials are then modified through manufacturing to become the desired product.
Contemporary manufacturing encompasses all intermediary stages involved in producing and integrating components of a product. Some industries, such as semiconductor and steel manufacturers, use the term fabrication instead.[2]
The manufacturing sector is closely connected with the engineering and industrial design industries.
Etymology[edit]
The Modern English word manufacture is likely derived from the Middle French manufacture ("process of making") which itself originates from the Classical Latin manū ("hand") and Middle French facture ("making"). Alternatively, the English word may have been independently formed from the earlier English manufacture ("made by human hands") and fracture.[3] Its earliest usage in the English language was recorded in the mid-16th century to refer to the making of products by hand.[4][5]
History and development[edit]
Prehistory and ancient history[edit]
See also: Industry (archaeology), Prehistoric technology, and Ancient technology
Flint stone core for making blades in Negev, Israel, c. 40000 BP
A late Bronze Age sword or dagger blade now on display at the National Archaeological Museum in France
Human ancestors manufactured objects using stone and other tools long before the emergence of Homo sapiens about 200,000 years ago.[6] The earliest methods of stone tool making, known as the Oldowan "industry", date back to at least 2.3 million years ago,[7] with the earliest direct evidence of tool usage found in Ethiopia within the Great Rift Valley, dating back to 2.5 million years ago.[8] To manufacture a stone tool, a "core" of hard stone with specific flaking properties (such as flint) was struck with a hammerstone. This flaking produced sharp edges that could be used as tools, primarily in the form of choppers or scrapers.[9] These tools greatly aided the early humans in their hunter-gatherer lifestyle to form other tools out of softer materials such as bone and wood.[10] The Middle Paleolithic, approximately 300,000 years ago, saw the introduction of the prepared-core technique, where multiple blades could be rapidly formed from a single core stone.[9] Pressure flaking, in which a wood, bone, or antler punch could be used to shape a stone very finely was developed during the Upper Paleolithic, beginning approximately 40,000 years ago.[11] During the Neolithic period, polished stone tools were manufactured from a variety of hard rocks such as flint, jade, jadeite, and greenstone. The polished axes were used alongside other stone tools including projectiles, knives, and scrapers, as well as tools manufactured from organic materials such as wood, bone, and antler.[12]
Copper smelting is believed to have originated when the technology of pottery kiln allowed sufficiently high temperatures.[13] The concentration of various elements such as arsenic increase with depth in copper ore deposits and smelting of these ores yields arsenical bronze, which can be sufficiently work-hardened to be suitable for manufacturing tools.[13] Bronze is an alloy of copper with tin; the latter of which being found in relatively few deposits globally delayed true tin bronze becoming widespread. During the Bronze Age, bronze was a major improvement over stone as a material for making tools, both because of its mechanical properties like strength and ductility and because it could be cast in molds to make intricately shaped objects. Bronze significantly advanced shipbuilding technology with better tools and bronze nails, which replaced the old method of attaching boards of the hull with cord woven through drilled holes.[14] The Iron Age is conventionally defined by the widespread manufacturing of weapons and tools using iron and steel rather than bronze.[15] Iron smelting is more difficult than tin and copper smelting because smelted iron requires hot-working and can be melted only in specially designed furnaces. The place and time for the discovery of iron smelting is not known, partly because of the difficulty of distinguishing metal extracted from nickel-containing ores from hot-worked meteoritic iron.[16]
During the growth of the ancient civilizations, many ancient technologies resulted from advances in manufacturing. Several of the six classic simple machines were invented in Mesopotamia.[17] Mesopotamians have been credited with the invention of the wheel. The wheel and axle mechanism first appeared with the potter's wheel, invented in Mesopotamia (modern Iraq) during the 5th millennium BC.[18] Egyptian paper made from papyrus, as well as pottery, were mass-produced and exported throughout the Mediterranean basin. Early construction techniques used by the Ancient Egyptians made use of bricks composed mainly of clay, sand, silt, and other minerals.[19]
Medieval and early modern[edit]
A stocking frame at Ruddington Framework Knitters' Museum in Ruddington, England
The Middle Ages witnessed new inventions, innovations in the ways of managing traditional means of production, and economic growth. Papermaking, a 2nd-century Chinese technology, was carried to the Middle East when a group of Chinese papermakers were captured in the 8th century.[20] Papermaking technology was spread to Europe by the Umayyad conquest of Hispania.[21] A paper mill was established in Sicily in the 12th century. In Europe the fiber to make pulp for making paper was obtained from linen and cotton rags. Lynn Townsend White Jr. credited the spinning wheel with increasing the supply of rags, which led to cheap paper, which was a factor in the development of printing.[22] Due to the casting of cannon, the blast furnace came into widespread use in France in the mid 15th century. The blast furnace had been used in China since the 4th century BC.[13] The stocking frame, which was invented in 1598, increased a knitter's number of knots per minute from 100 to 1000.[23]
First and Second Industrial Revolutions[edit]
Main articles: Industrial Revolution and Second Industrial Revolution
An 1835 illustration of a Roberts Loom weaving shed
The Industrial Revolution was the transition to new manufacturing processes in Europe and the United States from 1760 to the 1830s.[24] This transition included going from hand production methods to machines, new chemical manufacturing and iron production processes, the increasing use of steam power and water power, the development of machine tools and the rise of the mechanized factory system. The Industrial Revolution also led to an unprecedented rise in the rate of population growth. Textiles were the dominant industry of the Industrial Revolution in terms of employment, value of output and capital invested. The textile industry was also the first to use modern production methods.[25]: 40 Rapid industrialization first began in Britain, starting with mechanized spinning in the 1780s,[26] with high rates of growth in steam power and iron production occurring after 1800. Mechanized textile production spread from Great Britain to continental Europe and the United States in the early 19th century, with important centres of textiles, iron and coal emerging in Belgium and the United States and later textiles in France.[25]
An economic recession occurred from the late 1830s to the early 1840s when the adoption of the Industrial Revolution's early innovations, such as mechanized spinning and weaving, slowed down and their markets matured. Innovations developed late in the period, such as the increasing adoption of locomotives, steamboats and steamships, hot blast iron smelting and new technologies, such as the electrical telegraph, were widely introduced in the 1840s and 1850s, were not powerful enough to drive high rates of growth. Rapid economic growth began to occur after 1870, springing from a new group of innovations in what has been called the Second Industrial Revolution. These innovations included new steel making processes, mass-production, assembly lines, electrical grid systems, the large-scale manufacture of machine tools and the use of increasingly advanced machinery in steam-powered factories.[25][27][28][29]
Building on improvements in vacuum pumps and materials research, incandescent light bulbs became practical for general use in the late 1870s. This invention had a profound effect on the workplace because factories could now have second and third shift workers.[30] Shoe production was mechanized during the mid 19th century.[31] Mass production of sewing machines and agricultural machinery such as reapers occurred in the mid to late 19th century.[32] The mass production of bicycles started in the 1880s.[32] Steam-powered factories became widespread, although the conversion from water power to steam occurred in England earlier than in the U.S.[33]
Modern manufacturing[edit]
Bell Aircraft's assembly plant in Wheatfield, New York in 1944
Electrification of factories, which had begun gradually in the 1890s after the introduction of the practical DC motor and the AC motor, was fastest between 1900 and 1930. This was aided by the establishment of electric utilities with central stations and the lowering of electricity prices from 1914 to 1917.[34] Electric motors allowed more flexibility in manufacturing and required less maintenance than line shafts and belts. Many factories witnessed a 30% increase in output owing to the increasing shift to electric motors. Electrification enabled modern mass production, and the biggest impact of early mass production was in the manufacturing of everyday items, such as at the Ball Brothers Glass Manufacturing Company, which electrified its mason jar plant in Muncie, Indiana, U.S. around 1900. The new automated process used glass blowing machines to replace 210 craftsman glass blowers and helpers. A small electric truck was now used to handle 150 dozen bottles at a time whereas previously used hand trucks could only carry 6 dozen bottles at a time. Electric mixers replaced men with shovels handling sand and other ingredients that were fed into the glass furnace. An electric overhead crane replaced 36 day laborers for moving heavy loads across the factory.[35]
Mass production was popularized in the late 1910s and 1920s by Henry Ford's Ford Motor Company,[32] which introduced electric motors to the then-well-known technique of chain or sequential production. Ford also bought or designed and built special purpose machine tools and fixtures such as multiple spindle drill presses that could drill every hole on one side of an engine block in one operation and a multiple head milling machine that could simultaneously machine 15 engine blocks held on a single fixture. All of these machine tools were arranged systematically in the production flow and some had special carriages for rolling heavy items into machining positions. Production of the Ford Model T used 32,000 machine tools.[36]
Lean manufacturing, also known as just-in-time manufacturing, was developed in Japan in the 1930s. It is a production method aimed primarily at reducing times within the production system as well as response times from suppliers and to customers.[37][38] It was introduced in Australia in the 1950s by the British Motor Corporation (Australia) at its Victoria Park plant in Sydney, from where the idea later migrated to Toyota.[39] News spread to western countries from Japan in 1977 in two English-language articles: one referred to the methodology as the "Ohno system", after Taiichi Ohno, who was instrumental in its development within Toyota.[40] The other article, by Toyota authors in an international journal, provided additional details.[41] Finally, those and other publicity were translated into implementations, beginning in 1980 and then quickly multiplying throughout the industry in the United States and other countries.[42]
Manufacturing strategy[edit]
According to a "traditional" view of manufacturing strategy, there are five key dimensions along which the performance of manufacturing can be assessed: cost, quality, dependability, flexibility and innovation.[43]
In regard to manufacturing performance, Wickham Skinner, who has been called "the father of manufacturing strategy",[44] adopted the concept of "focus",[45] with an implication that a business cannot perform at the highest level along all five dimensions and must therefore select one or two competitive priorities. This view led to the theory of "trade offs" in manufacturing strategy.[46] Similarly, Elizabeth Haas wrote in 1987 about the delivery of value in manufacturing for customers in terms of "lower prices, greater service responsiveness or higher quality".[47] The theory of "trade offs" has subsequently being debated and questioned,[46] but Skinner wrote in 1992 that at that time "enthusiasm for the concepts of 'manufacturing strategy' [had] been higher", noting that in academic papers, executive courses and case studies, levels of interest were "bursting out all over".[48]
Manufacturing writer Terry Hill has commented that manufacturing is often seen as a less "strategic" business activity than functions such as marketing and finance, and that manufacturing managers have "come late" to business strategy-making discussions, where, as a result, they make only a reactive contribution.[49][50]
Industrial policy[edit]
Main article: Industrial policy
Economics of manufacturing[edit]
Emerging technologies have offered new growth methods in advanced manufacturing employment opportunities, for example in the Manufacturing Belt in the United States. Manufacturing provides important material support for national infrastructure and also for national defense.
On the other hand, most manufacturing processes may involve significant social and environmental costs. The clean-up costs of hazardous waste, for example, may outweigh the benefits of a product that creates it. Hazardous materials may expose workers to health risks. These costs are now well known and there is effort to address them by improving efficiency, reducing waste, using industrial symbiosis, and eliminating harmful chemicals.
The negative costs of manufacturing can also be addressed legally. Developed countries regulate manufacturing activity with labor laws and environmental laws. Across the globe, manufacturers can be subject to regulations and pollution taxes to offset the environmental costs of manufacturing activities. Labor unions and craft guilds have played a historic role in the negotiation of worker rights and wages. Environment laws and labor protections that are available in developed nations may not be available in the third world. Tort law and product liability impose additional costs on manufacturing. These are significant dynamics in the ongoing process, occurring over the last few decades, of manufacture-based industries relocating operations to "developing-world" economies where the costs of production are significantly lower than in "developed-world" economies.[51]
Finance[edit]
From a financial perspective, the goal of the manufacturing industry is mainly to achieve cost benefits per unit produced, which in turn leads to cost reductions in product prices for the market towards end customers.[52][unreliable source?] This relative cost reduction towards the market, is how manufacturing firms secure their profit margins.[53]
Safety[edit]
Manufacturing has unique health and safety challenges and has been recognized by the National Institute for Occupational Safety and Health (NIOSH) as a priority industry sector in the National Occupational Research Agenda (NORA) to identify and provide intervention strategies regarding occupational health and safety issues.[54][55][56]
Manufacturing and investment[edit]
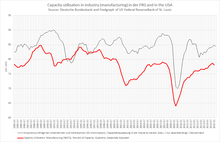
Capacity use in manufacturing in Germany and the United States
Surveys and analyses of trends and issues in manufacturing and investment around the world focus on such things as:
In addition to general overviews, researchers have examined the features and factors affecting particular key aspects of manufacturing development. They have compared production and investment in a range of Western and non-Western countries and presented case studies of growth and performance in important individual industries and market-economic sectors.[57][58]
On June 26, 2009, Jeff Immelt, the CEO of General Electric, called for the United States to increase its manufacturing base employment to 20% of the workforce, commenting that the U.S. has outsourced too much in some areas and can no longer rely on the financial sector and consumer spending to drive demand.[59] Further, while U.S. manufacturing performs well compared to the rest of the U.S. economy, research shows that it performs poorly compared to manufacturing in other high-wage countries.[60] A total of 3.2 million – one in six U.S. manufacturing jobs – have disappeared between 2000 and 2007.[61] In the UK, EEF the manufacturers organisation has led calls for the UK economy to be rebalanced to rely less on financial services and has actively promoted the manufacturing agenda.
Major manufacturing nations[edit]
See also: Outline of manufacturing § By country
According to the United Nations Industrial Development Organization (UNIDO), China is the top manufacturer worldwide by 2019 output, producing 28.7% of the total global manufacturing output, followed by the United States of America, Japan, Germany, and India.[62][63]
UNIDO also publishes a Competitive Industrial Performance (CIP) Index, which measures the competitive manufacturing ability of different nations. The CIP Index combines a nation's gross manufacturing output with other factors like high-tech capability and the nation's impact on the world economy. Germany topped the 2020 CIP Index, followed by China, South Korea, the United States, and Japan.[64][65]
List of countries by manufacturing output[edit]
These are the top 50 countries by total value of manufacturing output in U.S. dollars for its noted year according to World Bank:[66]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
See also[edit]
References[edit]
Further reading[edit]
External links[edit]
Look up manufacturing in Wiktionary, the free dictionary.
Wikimedia Commons has media related to Manufacturing.
Wikiquote has quotations related to Manufacturing.
|
|
|||
|
|||
|
|||
|
|||
|
|||
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
38 languages
Tools
Appearance hide
Text
Width
Color (beta)
Coordinates: 33°26′16″N 86°59′51″W
From Wikipedia, the free encyclopedia
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Hueytown is a city in western Jefferson County, Alabama, United States. It is part of the Birmingham metropolitan area, and was part of the heavy industry development in this area in the 20th century. The population was 16,776 at the 2020 census.[4]
Hueytown was the home of the Alabama Gang, famous in NASCAR stock car racing. In 1992 the city became known for the unexplained "Hueytown Hum", a mysterious noise later thought to be caused by large underground ventilation fans used in a nearby coal mine.
Its nearby residential and business communities were damaged by an F5 tornado on April 8, 1998 and by an EF4 tornado on April 27, 2011.
Geography[edit]
This city is located at 33°26′16″N 86°59′51″W (33.437709, -86.997579).[6]
According to the United States Census Bureau, the city has a total area of 20.145 square miles (52.18 km2), of which 19.979 square miles (51.75 km2) is land and 0.166 square miles (0.43 km2), is water.[2]
It is accessible from I-20/59 exits 112 and 115.
Demographics[edit]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
2020 census[edit]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
As of the 2020 census, there were 16,776 people, 6,545 households, and 4,553 families residing in the city.[9] The population density was 852.7 inhabitants per square mile (329.2/km2) There were 7,128 housing units.
2010 census[edit]
As of the 2010 census, there were 16,105 people, 6,412 households, and 4,517 families residing in the city. The population density was 1,388.4 inhabitants per square mile (536.1/km2). There were 6,998 housing units at an average density of 603.3 per square mile (232.9/km2). The racial makeup of the city was 70.0% White, 27.2% Black or African American, 0.3% Native American, 0.5% Asian, 1.1% from other races, and 1.0% from two or more races. 2.0% of the population were Hispanic or Latino of any race.
There were 6,412 households, out of which 27.5% had children under the age of 18 living with them, 50.4% were married couples living together, 15.7% had a female householder with no husband present, and 29.6% were non-families. 26.4% of all households were made up of individuals, and 11.3% had someone living alone who was 65 years of age or older. The average household size was 2.49 and the average family size was 2.99.
In the city, the population was spread out, with 22.3% under the age of 18, 7.8% from 18 to 24, 26.0% from 25 to 44, 27.4% from 45 to 64, and 16.5% who were 65 years of age or older. The median age was 40 years. For every 100 females, there were 89.5 males. For every 100 females age 18 and over, there were 92.2 males.
2000 census[edit]
As of the 2000 census, there were 15,364 people, 6,155 households, and 4,517 families residing in the city. The population density was 1,323.7 inhabitants per square mile (511.1/km2). There were 6,519 housing units at an average density of 561.7 per square mile (216.9/km2). The racial makeup of the city was 83.81% White, 15.49% Black or African American, 0.14% Native American, 0.13% Asian, 0.08% from other races, and 0.34% from two or more races. 0.47% of the population were Hispanic or Latino of any race.
There were 6,155 households, out of which 29.5% had children under the age of 18 living with them, 57.8% were married couples living together, 12.3% had a female householder with no husband present, and 26.6% were non-families. 23.9% of all households were made up of individuals, and 10.9% had someone living alone who was 65 years of age or older. The average household size was 2.47 and the average family size was 2.92.
In the city, the population was spread out, with 22.2% under the age of 18, 8.6% from 18 to 24, 27.6% from 25 to 44, 24.4% from 45 to 64, and 17.2% who were 65 years of age or older. The median age was 39 years. For every 100 females, there were 90.2 males. For every 100 females age 18 and over, there were 86.4 males.
Economy[edit]
The median income for a household in the city was $41,225, and the median income for a family was $49,380. Males had a median income of $36,087 versus $26,025 for females. The per capita income for the city was $19,735. About 5.3% of families and 6.8% of the population were below the poverty line, including 5.2% of those under age 18 and 9.2% of those age 65 or over.
Industrial history[edit]
Although the Hueytown area has a history of farming, it has been a part of both the steel and coal mining industries in Jefferson County.
William & Joseph Woodward formed The Woodward Iron Company on New Year's Eve, 1881. With William as company president and Joseph as company secretary, the brothers purchased the plantation of Fleming Jordan. The plantation had originally been developed by his father, Mortimer Jordan, in 1828. The plantation included portions of present-day Hueytown and was one of the largest cotton plantations in the area.
On the former site of Mrs. Jordan's rose garden, Woodward Furnace No. 1 began operation on August 17, 1883. A second furnace went into blast in January 1887 and the two furnaces had a daily output of 165 tons. A mine also went into operation in the Dolomite community, which is today mostly within the City of Hueytown. By 1909, there was a third furnace and a daily capacity of 250,000 tons with a workforce of 2000 men on the payroll.
By the 1920s Woodward Iron's many expansions made it one of the nation's largest suppliers of pig iron. Joseph's son, A. H. (Rick) Woodward, had become Chairman of the Board of Woodward Iron, and was one of the most prominent citizens of Alabama. He is probably best remembered as the owner of the Birmingham Barons minor league baseball team and the namesake of Rickwood Field, the nation's oldest professional baseball park still in use.
In 1968, Mead Corporation acquired Woodward Iron just as the steel industry was going into decline. In 1973, the last blast furnace closed, and Koppers Corporation bought the remaining coke production plant. Eventually, even Koppers had closed coke production as well. Much of the 1,200-acre (490 ha) site today has been re-developed for lighter industrial use.[10]
Coal mining began about the start of the 20th century at Virginia Mines. Today this section of Hueytown contains mostly subdivisions of homes (Virginia Estates and Edenwood). However, some of the original buildings from its mining past remain, including the superintendent's house, multiple supervisors' houses, and two company-built churches.
Some source[who?] say veteran prospector Truman H. Aldrich assembled these lands as part of his extensive coal properties, others cite two red-headed brothers, George and E. T. Shuler, as having opened the Virginia Mine in 1902. Having recently arrived from Virginia City, Nevada, they named their new mine after that western city. A mine disaster in February 1905 caused extensive damage. An underground explosion, one of the worst recorded mining disasters in Alabama history, entombed the entire day crew and caved in the mine entrance. When rescuers finally cleared the 1500-foot-deep (150 m) shaft, they found 106 men dead and 20 dead mules.
In 1936, Republic Steel purchased the mine. It continued to be worked until September 1953, when it closed permanently.[11]
Government[edit]
The City of Hueytown was incorporated on December 3, 1959, and operates under a Mayor-Council form of government. The Mayor is elected to a four-year term. The five City Council members are also elected to four-year terms. Originally elected at-large, the city changed to single-member districts in the 1990s which resulted in the creation of one majority-minority council district. Neither position is term-limited.[12]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Mayor C.C. "Bud" Newell died in office. The President of the City Council, Gerald Hicks, was then elevated to the position of Mayor and completed the remaining years of the term.
The original Alderman for the City of Hueytown in 1960 were as follows:[13]
Listed below is a partial list (alphabetical) of former members of The City Council who were not otherwise members of the original Council.
Schools and education history[edit]
The Hueytown area has been served by many schools over the past one hundred years. Most of these have been public schools of The Jefferson County School System which was founded in 1898. However, the first established school in the community was in August 1874, when several families gathered to build a small log building that served as both a church and school. That structure was located on the hill behind present-day Pleasant Ridge Baptist Church. A later grammar school was built on Upper Wickstead Road but burned down in 1907. The following year, Hueytown Grammar School opened with just four teachers for its 100 students. Also located across the street from Pleasant Ridge Baptist Church it faced Dabbs Avenue. The school was replaced with a larger building in 1935 which faced Hueytown Road. That entire structure burned to the ground on the night of March 3, 1949. The present Hueytown Elementary School, which has been expanded many times, first opened in the fall of 1950.
The present Hueytown Intermediate School opened to the students in the fall of 2020. (November 2 or 9)
Other schools serving the city include: Hueytown High School, Hueytown Middle School (formerly Pittman Middle School and Pittman Junior High), Concord Elementary School and North Highland Elementary School. Four private religious schools, Deeper Life Academy, Garywood Christian School, Brooklane Baptist Academy, and Rock Creek Academy are located in Hueytown.
Other schools that served Hueytown in years past have long since been closed. They included Virginia Mines School, Rosa Zinnerman Elementary, and Bell High School. When an F5 tornado destroyed Oak Grove High School and Oak Grove Elementary School on April 8, 1998, students from the Oak Grove high school grades were temporarily relocated to the former Bell School campus until their new school reopened two years later.
Recently the Hueytown High School Marching, Symphonic, and Jazz Bands have gained some prestige by playing at the Alabama Music Educators Association (AMEA) and a dual concert with the University of Alabama at Birmingham's Symphonic and Wind ensembles.
Sports and recreation[edit]
The abbreviation HYT (HueYTown) has become a popular term of reference for Hueytown among some of the residents; it is constantly used for sports. (for example HYT football).
Hueytown High School's football team made it to the Alabama State Playoffs in 1974, 1975, 1995, and 2004. They also made the playoffs in 2006, 2007, and 2008, marking the first time in school history to make three straight appearances. The 2010 team set a school record for wins by going 11–2, but the record was broken the next year by Jameis Winston and company by going 13–1. On June 18, 2009 Hueytown High School's football Coach Jeff Smith resigned. Spain Park High School assistant coach Matt Scott became the new head coach on July 7, 2009. The team made the playoffs once again in the 2010 and 2011 season under Coach Scott. Hueytown also made it to the 2016 state playoffs under Coach Scott Mansell, who was in his third year as head coach.
HHS's softball team has won the Alabama State Softball championship three times in four years: 2005 and 2006 as a 5A school and 2008 as a 6A school under Coach Lissa Walker. They won again in 2011 as a 5A school. After the 2011 season, Coach Walker resigned and was hired as the new coach for the Vestavia softball team. Coach Christie McGuirk was hired in Coach Walker's place to be the new coach for the 2011 season.
In 1974, the Hueytown High School Wrestling Team won the 4A State Championship under the guidance of then head-wrestling coach, Tony Morton.[14]
Hueytown High School implemented its soccer program in the spring of 2014.
In addition to the public school sports programs, Hueytown offers many other community sports programs. For decades the city has enjoyed a very strong Dixie Youth Baseball program for all eligible age groups. Its Dixie Youth teams use facilities at Hueytown's Bud Newell Park and have seen several of its players eventually make it to the Major Leagues. The city also has a very strong girls fastpitch program that is based at Allison-Bonnett Girls Softball Park, also a city facility. Its Angels league All-Star team won the Dixie World Series championship in the summer of 2003 and its 6U All-Stars won the Alabama State Championship in the summer of 2009. Hueytown also has a Swim Club and a youth football program.
Hueytown also has Youth Soccer which started in 2003.
Hueytown is also home to the Central Alabama Boys & Girls Club, a multimillion-dollar facility that provides a variety of sports and recreation opportunities for the youth of the area, focusing primarily on after school and summer programs. It routinely serves more than 300 children each day.
The Alabama Gang[edit]
Hueytown was home to one of the dominant racing groups in NASCAR, the Alabama Gang. The city's main thoroughfare, Allison-Bonnett Memorial Drive, takes its name from drivers Bobby Allison, Donnie Allison, Davey Allison, Clifford Allison, and Neil Bonnett. The Alabama Gang also includes racing legend Charles "Red" Farmer. Though not considered a member of The Alabama Gang, Bobby and Donnie's older brother Eddie Allison had an active role in NASCAR for many years as a respected engine builder and still resides in Hueytown. His son, Jacob, is a radio personality on Birmingham, Alabama station WJOX. He also resides in Hueytown.
Because of its established motorsports roots, Hueytown was chosen as BMW Motorsport's initial North American base of operations before its first season with the International Motor Sports Association (IMSA) in 1975.
Hueytown Hum[edit]
Beginning in late 1991 residents of Hueytown, and other nearby communities, reported hearing a droning low frequency hum at irregular intervals.[15] The bizarre noises momentarily gained national attention and were reported in the New York Times in April 1992. In a logical conclusion town officials and many residents suspected the source of the hum was a massive $7 million mine ventilation fan with blades 26 feet (7.9 m) in diameter.[16] From local reports and an informal investigation by ABC World News Tonight, the fan operated by Jim Walter Resources was generally thought to be the culprit. However, JWR (then owned by a subsidiary of KKR) was in bankruptcy proceedings and denied its fan was the source. Following an inconclusive series of studies the hum subsided later in the year, never to return.[17]
Notable people[edit]
References[edit]
External links[edit]
|
|
|
|
Enhance cutting efficiency with industrial saw blade coolants. These specialized fluids reduce friction, dissipate heat, and extend blade life.
Industrial saw blade coolants are essential for improving cutting efficiency.
Coolants offer numerous benefits in cutting operations. They significantly reduce friction, which leads to smoother and more precise cuts. This reduction in friction also minimizes the wear and tear on saw blades, extending their lifespan. By dissipating heat, coolants prevent blades from overheating, which can cause warping or dulling. This ensures that the blades maintain their sharpness and cutting efficiency over time. Additionally, coolants help in removing metal chips and debris from the cutting area. This prevents clogging and allows for uninterrupted cutting processes. The use of coolants also reduces the energy required for cutting. A well-lubricated blade cuts through materials more easily, leading to lower energy consumption and cost savings. Furthermore, coolants can improve the overall quality of the cut. They help in achieving cleaner edges and reducing the risk of defects in the finished product. In summary, the use of coolants in cutting operations enhances efficiency, prolongs blade life, reduces energy consumption, and improves cut quality.
There are several types of coolants used for industrial saw blades, each with its specific applications and benefits. Water-based coolants are among the most common. They are effective in dissipating heat and are often used in operations where high heat is generated. Oil-based coolants provide excellent lubrication and are ideal for cutting operations that require a high degree of precision. Synthetic coolants are another option. They offer a balance between cooling and lubrication and are often used in high-speed cutting operations. Emulsifiable oils, which are a mix of oil and water, provide both cooling and lubrication benefits. They are versatile and can be used in a variety of cutting applications. Each type of coolant has its advantages and is suited to specific cutting conditions. Choosing the right type of coolant depends on factors such as the material being cut, the speed of the operation, and the desired finish quality. Understanding the different types of coolants and their applications is essential for optimizing cutting performance.
Choosing the right coolant for your cutting operation is crucial for achieving optimal results. The first step is to consider the material you are cutting. Different materials require different cooling and lubrication properties. For example, cutting metals may require oil-based coolants for better lubrication, while water-based coolants may be more suitable for non-metallic materials. The speed and intensity of the cutting operation also play a role in coolant selection. High-speed operations may benefit from synthetic coolants that offer both cooling and lubrication. Additionally, consider the desired finish quality. If a smooth, precise finish is required, an oil-based coolant may be the best choice. Environmental and safety considerations should also be taken into account. Some coolants may have environmental impacts or require special handling procedures. Finally, consider the cost and availability of the coolant. While some coolants may offer superior performance, they may also come at a higher cost. Balancing performance with cost is key to selecting the right coolant for your operation.
Coolants have a significant impact on the longevity of saw blades. By reducing friction and dissipating heat, coolants prevent blades from overheating and becoming dull. This extends the life of the blade and reduces the need for frequent replacements. Coolants also help in removing metal chips and debris from the cutting area. This prevents clogging and reduces the risk of blade damage. Additionally, the lubrication provided by coolants minimizes wear and tear on the blade. This ensures that the blade maintains its sharpness and cutting efficiency over time. Using the right coolant can also reduce the risk of blade warping or cracking. This is particularly important in high-speed or high-intensity cutting operations where the risk of blade damage is higher. Overall, the use of coolants is essential for maintaining the longevity and performance of saw blades. By choosing the right coolant and maintaining proper coolant systems, operators can significantly extend the life of their cutting equipment.


Environmental considerations are increasingly important when selecting industrial coolants. Many traditional coolants contain chemicals that can be harmful to the environment. Coolant Filtration Systems These substances can contaminate water sources and soil if not disposed of properly. As a result, there is a growing demand for eco-friendly coolants that minimize environmental impact. Biodegradable coolants are one option. They break down naturally and reduce the risk of environmental contamination. Water-based coolants are another environmentally friendly choice. They are less toxic and easier to dispose of than oil-based coolants. Additionally, some synthetic coolants are designed to be more environmentally friendly. They offer a balance between performance and environmental impact. Proper disposal and recycling of coolants are also important considerations. Many coolants can be recycled and reused, reducing waste and environmental impact.
Maintaining coolant systems is essential for ensuring optimal performance and longevity. Regular monitoring of coolant levels is crucial. Low coolant levels can lead to overheating and reduced cutting efficiency. It's also important to check the concentration of the coolant. The right concentration ensures effective cooling and lubrication. Regularly cleaning the coolant system is another best practice. This prevents the buildup of metal chips and debris, which can clog the system and reduce performance. Additionally, it's important to monitor the pH level of the coolant. An incorrect pH level can lead to corrosion and damage to the cutting equipment. Regularly replacing the coolant is also necessary. Over time, coolants can become contaminated and lose their effectiveness. By following these best practices, operators can ensure that their coolant systems are functioning optimally and that their cutting operations are efficient and effective.
Coolant usage can present several common issues, but these can often be resolved with proper management. One common problem is coolant contamination. This can occur from metal chips, dirt, or bacteria. Regular filtration and cleaning of the coolant system can help prevent this issue. Another issue is incorrect coolant concentration. Too high or too low a concentration can reduce the effectiveness of the coolant. Regular testing and adjustment of the concentration can resolve this problem. Foam formation is another common issue. This can be caused by excessive agitation or incorrect coolant formulation. Using anti-foaming agents or adjusting the coolant formulation can help reduce foam. Additionally, coolant odors can be a problem. This is often caused by bacterial growth. Regular cleaning and the use of biocides can help prevent odors. By addressing these common issues, operators can ensure that their coolant systems are functioning effectively and efficiently.
Safety is paramount when handling industrial coolants. Proper protective equipment, such as gloves and goggles, should always be worn to prevent skin and eye contact. It's important to work in well-ventilated areas to avoid inhaling fumes. Coolants should be stored in labeled containers to prevent accidental misuse. In case of spills, immediate cleanup is necessary to prevent slips and falls. It's also crucial to follow the manufacturer's instructions for handling and disposal. Some coolants may require special disposal procedures to prevent environmental contamination. Regular training on coolant handling and safety procedures is essential for all operators. This ensures that everyone is aware of the potential hazards and knows how to handle coolants safely. By following these safety measures, operators can minimize the risk of accidents and ensure a safe working environment.
Innovations in coolant technology are continually enhancing cutting operations. New formulations are being developed to improve cooling and lubrication while minimizing environmental impact. For example, biodegradable coolants are becoming more popular. They offer effective performance while reducing environmental risks. Nanotechnology is also being explored in coolant development. Nanoparticles can enhance the thermal conductivity and lubricating properties of coolants. This leads to more efficient cooling and reduced wear on cutting tools. Additionally, smart coolants are being developed. These coolants can adapt to changing cutting conditions, optimizing performance in real-time. Innovations in coolant delivery systems are also improving efficiency. Advanced systems can precisely control the flow and distribution of coolant, reducing waste and improving performance. As technology continues to advance, the future of coolant technology looks promising. These innovations are set to further enhance the efficiency, safety, and environmental sustainability of cutting operations.
Industrial saw blade coolants are vital for efficient and effective cutting operations. They reduce friction, dissipate heat, and prolong blade life. Choosing the right coolant is crucial for optimizing performance and minimizing environmental impact. Proper maintenance and handling of coolant systems ensure safety and efficiency. Innovations in coolant technology continue to enhance cutting operations, offering more eco-friendly and efficient solutions. By understanding the benefits and challenges of coolant usage, operators can achieve optimal results in their cutting processes. As technology advances, the role of coolants in cutting operations will continue to evolve, offering new opportunities for improvement.
Discover the crucial role of coolants in bandsaw machines, from reducing heat and friction to extending blade life. Learn about different coolant types, maintenance tips, environmental considerations, and safety precautions to optimize performance and sustainability in your bandsaw operations. Coolants play a crucial role in the operation of bandsaw machines. They are essential for maintaining the machine's efficiency and longevity. Coolants help in reducing heat generated during cutting, minimizing friction, and preventing the blade from overheating. They also aid in flushing away metal chips and debris, ensuring a clean cutting surface. Choosing the right coolant and maintaining it properly can significantly impact the performance of your bandsaw machine. Understanding the different types of coolants, their effects on performance, and best practices for maintenance is vital for anyone working with bandsaw machines. This post will delve into these aspects, providing insights into the role of coolants in extending blade life, environmental considerations, troubleshooting common issues, and ensuring safety when handling coolants. By the end, you'll have a comprehensive understanding of how to optimize your bandsaw operations with the right coolant strategies.
Bandsaw machines utilize various types of coolants, each with unique properties. The most common types include soluble oils, synthetic fluids, and semi-synthetic fluids. Soluble oils are oil-based and mixed with water to form an emulsion. They provide excellent lubrication and cooling but require regular maintenance to prevent bacterial growth. Synthetic fluids, on the other hand, are water-based and contain no oil. They offer superior cooling and are less prone to bacterial contamination. However, they may not provide the same level of lubrication as oil-based coolants. Semi-synthetic fluids combine the properties of both soluble oils and synthetic fluids. They offer a balance between lubrication and cooling, making them a popular choice for many bandsaw operations. Each type of coolant has its advantages and disadvantages, and the choice depends on the specific requirements of the cutting operation. Factors such as material type, cutting speed, and machine design play a crucial role in determining the most suitable coolant for a particular application.
Coolant significantly impacts the performance of a bandsaw machine.
Maintaining coolant in bandsaw operations is crucial for ensuring optimal performance and longevity. Regular monitoring of coolant concentration is essential. It should be within the manufacturer's recommended range to ensure effective cooling and lubrication. Using a refractometer can help in accurately measuring the concentration. It's also important to check the pH level of the coolant. A pH level that is too high or too low can lead to corrosion or bacterial growth. Regularly cleaning the coolant tank and removing any accumulated debris or sludge is vital. This prevents contamination and ensures the coolant remains effective. Implementing a filtration system can help in removing metal chips and other contaminants from the coolant. Additionally, topping up the coolant with fresh fluid as needed ensures consistent performance. Regularly replacing the coolant, as per the manufacturer's guidelines, is also recommended. Proper maintenance of coolant not only enhances the performance of the bandsaw machine but also extends the life of the blade and other components.
Choosing the right coolant for your bandsaw machine involves considering several factors. The type of material being cut is a primary consideration. Different materials may require different types of coolants for optimal performance. For instance, cutting aluminum may require a different coolant than cutting steel. The cutting speed and feed rate also influence the choice of coolant. High-speed operations may benefit from coolants with superior cooling properties. The machine design and its specific requirements should also be taken into account. Some machines may have specific coolant recommendations from the manufacturer. Additionally, environmental considerations, such as the disposal of used coolant and its impact on the environment, should be considered. Cost is another factor, as some coolants may be more expensive but offer longer life and better performance. Consulting with the coolant manufacturer or a professional with experience in bandsaw operations can provide valuable insights into selecting the most suitable coolant for your specific needs.
Coolant plays a pivotal role in extending the life of a bandsaw blade. By reducing the heat generated during cutting, coolant helps prevent blade warping and deformation. Excessive heat can cause the blade to lose its temper, leading to premature wear and failure. Coolant also reduces friction between the blade and the material, minimizing wear and tear on the blade's teeth. This reduction in friction results in smoother cuts and less stress on the blade. Additionally, coolant helps in flushing away metal chips and debris from the cutting area. This prevents the accumulation of debris, which can cause blade binding and increase wear. By maintaining a clean cutting surface, coolant ensures that the blade operates efficiently and lasts longer. Regular maintenance of coolant, such as monitoring concentration and pH levels, further contributes to extending blade life. Overall, the use of coolant in bandsaw operations is essential for maximizing blade longevity and ensuring optimal cutting performance.

Environmental considerations are crucial when using coolants in bandsaw machines. Many coolants contain chemicals that can be harmful to the environment if not disposed of properly. It's essential to choose coolants that are biodegradable and have minimal environmental impact. Some manufacturers offer eco-friendly coolants that are free from harmful additives and are designed to break down naturally. Proper disposal of used coolant is vital to prevent environmental contamination. This may involve working with a licensed waste disposal company to ensure compliance with local regulations. Additionally, reducing coolant waste through recycling and filtration systems can minimize environmental impact. Implementing a coolant management program can help in monitoring and reducing the environmental footprint of bandsaw operations. By considering the environmental impact of coolants and implementing sustainable practices, bandsaw operators can contribute to environmental conservation while maintaining efficient and effective operations.
Troubleshooting common coolant issues in bandsaw machines involves identifying and addressing problems that can affect performance. One common issue is coolant contamination, which can result from metal chips, oil, or bacteria. Regularly cleaning the coolant tank and using filtration systems can help prevent contamination. Another issue is improper coolant concentration, which can lead to reduced cooling and lubrication. Using a refractometer to monitor concentration levels ensures they remain within the recommended range. Bacterial growth is another concern, often indicated by foul odors or a change in coolant color. Regularly checking the pH level and using biocides can help control bacterial growth. Foam formation is another issue that can affect coolant performance. This can be addressed by adjusting the coolant concentration or using anti-foam additives. Regular maintenance and monitoring of coolant systems are essential for identifying and resolving issues promptly. By addressing these common coolant issues, bandsaw operators can ensure optimal machine performance and longevity.
Proper disposal of used bandsaw coolants is essential to prevent environmental contamination. It's important to follow local regulations and guidelines for coolant disposal. Many coolants contain chemicals that can be harmful to the environment if not disposed of correctly. Working with a licensed waste disposal company can ensure compliance with regulations and safe disposal practices. Before disposal, it's advisable to test the coolant for contaminants and determine the appropriate disposal method. Some coolants can be treated and recycled, reducing waste and environmental impact. Implementing a coolant management program can help in monitoring coolant usage and disposal practices. Additionally, using eco-friendly coolants that are biodegradable can minimize environmental impact.
Coolant concentration has a significant impact on cutting efficiency in bandsaw operations. The right concentration ensures optimal cooling and lubrication, enhancing cutting performance. If the concentration is too low, the coolant may not provide adequate cooling, leading to increased heat and wear on the blade. This can result in reduced cutting efficiency and shorter blade life. Conversely, if the concentration is too high, it can lead to excessive lubrication, causing the blade to slip and reducing cutting accuracy. Regularly monitoring coolant concentration using a refractometer ensures it remains within the recommended range. Adjusting the concentration as needed can optimize cutting performance and extend blade life. Proper coolant concentration also helps in reducing friction and noise during operation, contributing to a more efficient and comfortable working environment. By maintaining the right coolant concentration, bandsaw operators can achieve optimal cutting efficiency and prolong the life of their equipment.
Safety precautions are essential when handling bandsaw machine coolants to prevent accidents and health risks. Always wear appropriate personal protective equipment (PPE), such as gloves and safety goggles, to protect against skin and eye contact. Ensure proper ventilation in the work area to avoid inhaling fumes or vapors. It's important to follow the manufacturer's instructions and safety data sheets (SDS) for handling and storage of coolants. Avoid mixing different types of coolants, as this can lead to chemical reactions and potential hazards. Regularly inspect coolant systems for leaks or damage, and address any issues promptly. In case of spills, clean up immediately using appropriate absorbent materials and dispose of waste according to local regulations. Training employees on safe handling practices and emergency procedures is crucial for maintaining a safe working environment. By following these safety precautions, bandsaw operators can minimize risks and ensure a safe and efficient operation.
Coolants are vital for the efficient operation of bandsaw machines. They reduce heat, minimize friction, and extend blade life. Choosing the right coolant and maintaining it properly can significantly enhance performance.
Some coolants can be filtered and reused, but heavily contaminated coolant should be properly disposed of.
Synthetic coolants provide superior cooling, minimal residue, and are resistant to bacterial growth.